TEL:0493-74-0744
FAX:0493-74-2117
MAIL:
日本工業塗装協同組合連合会加盟 埼玉工業塗装協同組合加盟
TEL:0493-74-0744
FAX:0493-74-2117
MAIL:
日本工業塗装協同組合連合会加盟 埼玉工業塗装協同組合加盟

金属塗装では、外観の美観性や意匠はもとより、製品用途に応じた塗膜の性能(耐食性・耐候性・耐薬品性など)を考慮した塗料の選択、及び選択した塗料の最適な塗装工程を設計することが求められます
ここでは、一般的な金属塗装の工程を説明します。
金属加工品またはダイカスト品の素材表面状態によっては、塗装の付着性に影響を与える表面状態がある場合、又は、素材表面の凹凸などがある場合、素材表面のショットブラスト、研磨、またはサンディングを行い、金属表面と塗膜の付着性の安定、を図ります。素材の凹凸、ダイカストのユジワ等がある場合は、バフ研磨、パテ処理等を行い、修正します。
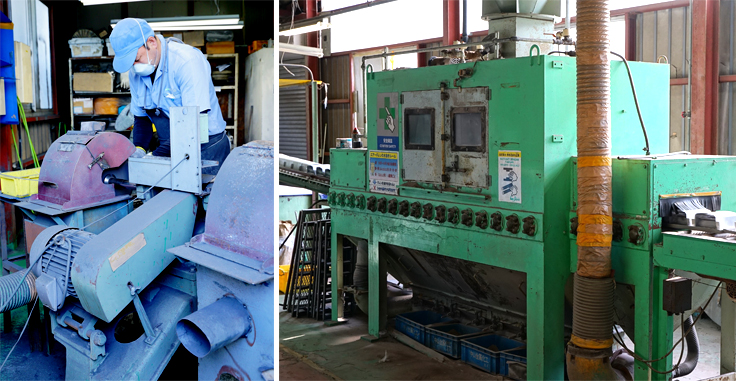
金属素材は、加工後の保存時の腐食を防ぐために、素材に油脂膜が残っている場合が多くあり、それらを除くために、脱脂工程を行います。脱脂後は化成処理を行い製品の防錆性を高めます。

下地塗装では、素材との付着性及び耐錆性に優れた塗料(エポキシ塗料)にて下地塗装行います。
下地塗装後に、本製品の目的用途に応じた塗料を選択、塗料仕様に合わせた塗装を行います。ソリッド色(単色)やメタリック塗装、模様塗装(ハンマートン、サテン調)などの意匠塗装は、この工程で行います。

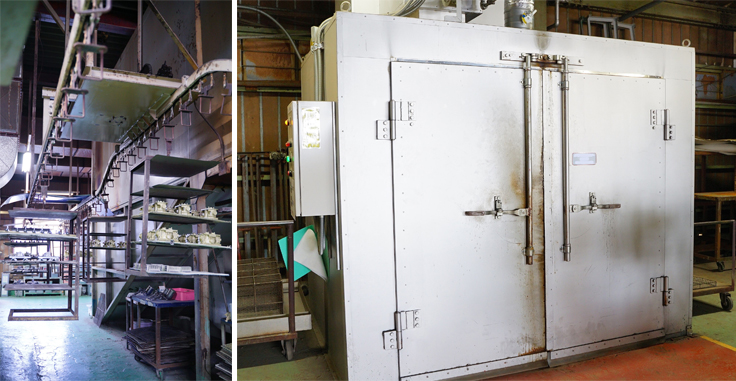
塗料の仕様に応じた、焼き付け条件(温度、時間)にて焼付乾燥します。
エポキシ塗料、メラミン塗料、アクリル塗料、ポリエステル塗料、1液ウレタンなどは130℃~180℃にて焼付乾燥を行います。
2液塗料、ウレタン塗料などは、70℃~90℃で低温乾燥を行います。焼付できないABSなどの樹脂素材と金属製品を接合した商品や、セット製品はなどは、こちらの塗料を選択します。
外観や塗膜(膜厚、塗膜の密着)に問題がないか確認し、塗膜試験機検査が必要な場合は、その目的に応じた試験を行います。

モチダ製作所では、長年培った塗装技術の蓄積と経験を活かし、塗装製品の使用用途に応じた塗料の選択及び塗装工程を設計、塗装を行っております。
TEL:0493-74-0744
FAX:0493-74-2117
MAIL:
受付時間:8:10~17:00 (担当:持田まで)